


以下是:玉林市北流市护栏物流快捷的产品参数【盛联】以匠心打造多元场景产品,涵盖兴业不锈钢复合管优选好材铸造好品质、博白不锈钢复合管物流配货上门、玉州不锈钢复合管原料层层筛选等。您是想要在玉林市北流市采购高质量的护栏物流快捷产品吗?盛联管业(玉林市北流市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的护栏物流快捷产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-【0527-88266888】,地址:《聊城市许营工业园》。 广西壮族自治区,玉林市,北流市 2022年,北流市实现地区生产总值416.42亿元,比2021年增长3.3%。
一分钟的时间,对于了解我们的护栏物流快捷产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
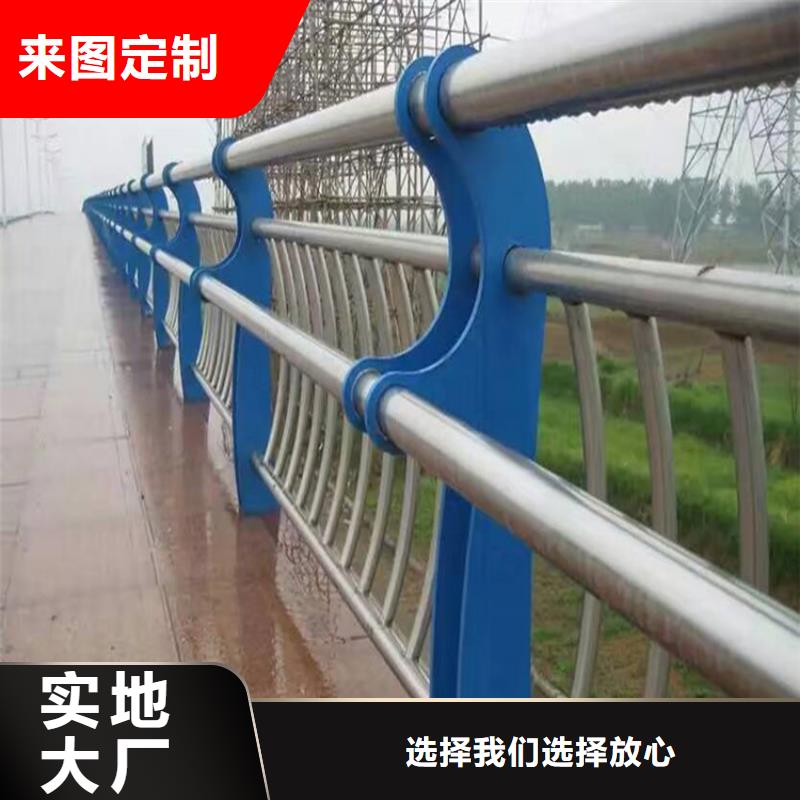
以下是:玉林北流护栏物流快捷的图文介绍
玉林北流盛联管业有限公司成立于2017年,坐落于风景优美、人文荟萃的——玉林北流。公司长期致力于【不锈钢复合管】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【不锈钢复合管】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【不锈钢复合管】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
在装置道路护栏的时分,一定要先调查好路况,看路面高度、坡度及四周的,假定四周复杂,就要依据实地中止设计,各路段的护栏在中止衔接的时分不要突兀,要有一个舒缓的过渡,有墙式护栏的中央,要中止巩固的衔接,有特殊设备的中央,也要予以特殊思索。
但是这关于普通的生活用品来说,自然是没有太大的问题,但是关于我们在一些牵涉到方面的设备来说,就有点马虎了。你不但需求在整体的视觉效果方面需求,还应该要保证。比方说道路护栏就是一方面要保证整体视觉效果,另外一方面也应该要保证质量的产品,不论是在什么时分,交通永远是重要的要素,我们应该要看到在这个社会中交通是不容无视的。
关于视觉方面的需求我们经过普通的设计师中止下整体的调和和配合就能够了,而关于直来那个方面的保证,我们却需求做很多工作。一方面我们需求与担任工程施工单位来肯定运用的产品的性能,当然好是供给商可以保证装置的道路护栏在质量方面没有任何的问题。
这些假定在签署的合同中表现出来那自然是好的了,假定关于每一个环节的义务都落实到了人的话,会要好很多。质量一方面是需求在加工制造的时分企业来保证的,这方面其实很多比拟专业的大型企业普通要愈加放心一些,他们能够经过体系来保证这些道路护栏的加工和制造的。
在我国建筑业疾速展开的形势下,其市场推行与应用也迎来了展开契机。涂塑复合钢管从资料性能来看,属强韧型新复合资料,具有意义的更新换代性能,能促进相关行业的展开。如,既耐压又耐腐蚀的大口径涂塑复合钢管道被看作是级的难题,大口径多层涂塑复合钢管的 获金奖。
钢塑复合资料板的受力状况它的公式计算弯曲强度,比计算弯曲强度仅负2。4%。从它的应力应变曲线走向看,它没有屈从点,但形变抵达厚度的百分之三十後,强度的率明显减缓,整个线形与高聚物的应力应变曲线接近。全球众多的货币组织中,货币组织能够说是具的。
内衬不锈钢复合钢管中的外层钢管是采用按GB/T3091-2001低压流体保送用焊接钢管消费的焊接钢管、或按GB/T8163-1999保送流体用无缝钢管消费的无缝钢管、或按SY/T5037-2000消费的螺旋缝埋弧焊钢管消费的螺旋缝焊管。保送石油自然气的内衬不锈钢复合钢管的外层钢管,是按GB/T9711-1997石油自然气保送钢管交货技术条件中止消费的。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
选购护栏物流快捷来玉林市北流市找盛联管业(玉林市北流市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-【0527-88266888】,地址:[聊城市许营工业园]。










